
")
")
Final PCB treatment:
During the project, 27.51 Tn of PCBs has been treated, including PCBs grade 1 and 3, to obtain NMF for the tests performed.
Also, 7.42 Tn of different WEEE have been used to study the application possibilities in Replicability task.
The mechanical treatment from 1 Tn of PCB:
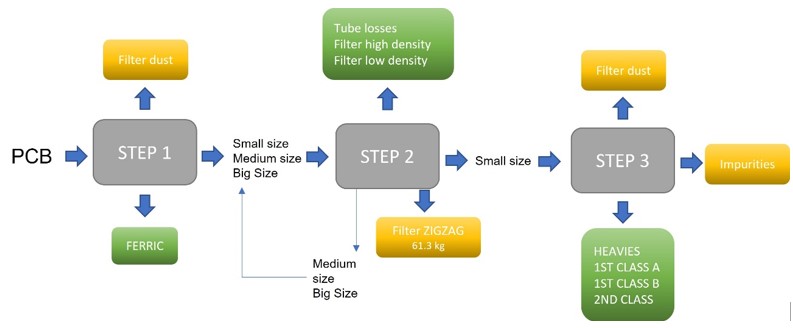
The test in 20 L that have been performed are the following:
Test 1: compares pre-treated NMF of PCBs (F15 Initial) from anaerobic bioleaching experiment (ARGCON5) vs untreated NMF of PCBs (F15 Initial) using Acidithiobacillus ferrooxidans in aerobic phase (to release base metals)
Test 2: Runs pre-treated NMF of PCBs (F15 Initial) from anaerobic bioleaching experiment (ARGCON5).
Test 3: compares pre-treated WPCBs (F5 1ª Vuelta sample 3) from anaerobic bioleaching experiment (ARGCON5) vs untreated WPCBs (F5 1ª Vuelta sample 3) using a mixed culture of Acidithiobacillus ferrooxidans and Acidithiobacillus thiooxidans in aerobic phase (to release base metals).
Test 4: compares pre-treated WPCBs (F5 1ª Vuelta sample 3) from acidophilic bioleaching experiment vs untreated WPCBs (F5 1ª Vuelta sample 3) using Chromobacterium violaceum culture in aerobic phase (to release precious metals).
Conclusions:
Methane generation:
- As the main value of the anaerobic step is generation of biogas, attention should be paid to the proper choice of inoculum viability and concentration.
- pH is an important parameter to follow the kinetics of the bioleaching process and a reliable indicator on the possibility of methane generation.
- From the experiments performed, the methane generation was not possible using non-metallic fraction of PCB (experiment 1 and 2). This issue, apart from the optimization needs, may be due to the nature of the waste. Non-metallic fraction of PCB is an heterogenous material with a bigger particle size than other materials where the 2-step bioleaching process had achieved better results.
Ag and Au extraction using aerobic Chromobacterium violaceum:
In the experiment 4 aerobic phase was conducted using Chromobacterium violaceum. In the presence of cyanide Al, Cu, Cr, Pd and Au form cyanides complexes which show water solubility. Almost 45% of Au was released in the initial stages using untreated material vs a 14% of Au released using anaerobically pre-treated material. However, dicyanoaurate does not remain stable, further optimization should be done before scaling up the process.
The test in 50 L that have been performed are the following:
Test 1: This test is performed in 10 g/L with the bacteria that have been adapted to the NMF of PCB without pH control.
Test 2 y 3: These tests are performed in 10 g/L with the bacteria that have been adapted since the beginning with the optimized conditions.
Test 4: This test is performed in a higher percentage of solid, 70 g/L, with the aim of evaluating the potential increase of ratio solid/ liquid to increase the viability of this process.
Different tests in lab scale were performed in order to optimise the conditions for the scale up:
- pH adjustment to pH 2.
- [Fe] using 9 g/L instead of 4 g/L
- pH 2 + Fe 9 g/L: Increase [Fe] and starting at pH 2.
- pH constant: controlling the pH and maintaining it at 2.
- Different Adaptation steps to 10 g PCB/L
Conclusions:

Recovery of 86 - 95% Cu and 1-4% Ag. Other metals contained in the waste in very low quantity have been also extracted with a recovery, around 79-89 % Al, 69-98% Zn or 54 - 58% Ni.
Test in 70 g/L was unsuccessful in copper recovery. Maximum successful test with increase of NMF of PCB was 60 g/L.
Metal extraction from pregnant solutions
Three methods have been applied in order to recover metals from pregnant solutions:
- Electrowinning: Low recovery yield obtained (13-57%). Discarded
- Precipitation: Yield obtained is around 75% due to Cu losses during the process, and the copper obtained has around 83-88% of purity. Lower Cu recovery.
- Cementation: Yield obtained is higher than 95%. Metallic copper + Cu2O
Replication inside BIOTAWEE project:
ZIGZAG DUST (Aerobic step)

Extraction of 84% of iron, 88% of copper, and 48% of aluminum.
Conditions would need an optimization in order to improve results obtained.
In case of copper, the results are even better than the ones obtained for the non-metallic fraction of PCB.
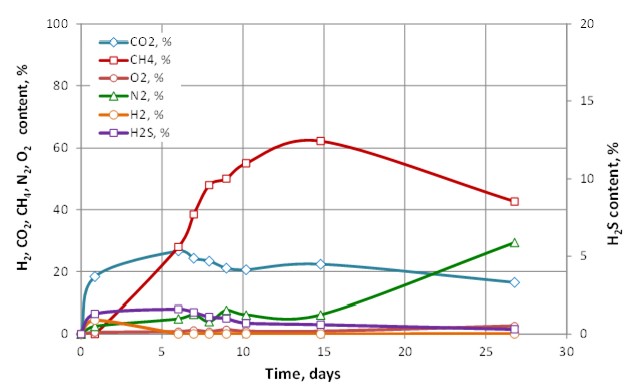
2-STEP BIOLEACHING OF ZIGZAG DUST (anaerobic + aerobic)
In this experiment the temperature maintenance was under control, the pH was self-regulated and the gas samples were periodically taken. The only deficiency in this experiment was clogging of gas filter. The maximum content of CH4 in gas phase was 62%, as it can be observed. Interestingly, also the N2 concentration was rather high (29,4%) at the end of experiment.
Most part of metals were extracted in the aerobic step, with a remarkable extraction of siderophilic (68% Co, 60% Ni, 40% Mn) as well as calcophilic (100% Sn, 75% Zn, 70% Cu, 46% Cd, 50% Tl) elements.
Its application to other type of waste, zigzag dust, has showed better results than the ones obtained for non-metallic fraction of PCB, indicating that its application could be successful for other type of waste.
Cost-effectiveness analysis:
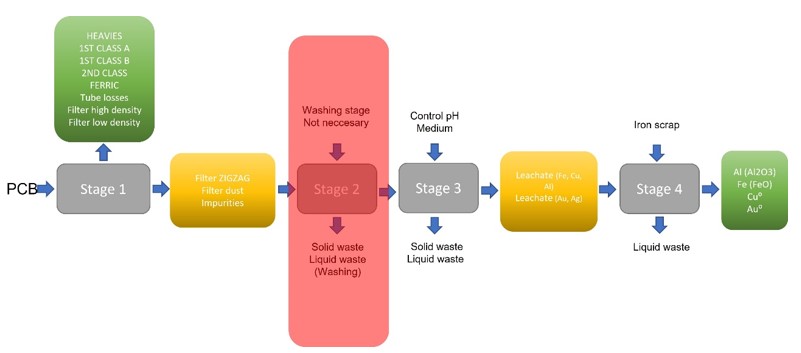
LIFE BIOTAWEE process: mechanical + 2-step aerobic bioleaching
LIFE BIOTAWEE process is defined to treat 1 Ton of PCB.
Industrial scale data compiled using tests carried out in REYDESA industrial plant, LIFE-BIOTAWEE pilot and BIOTATEC laboratory:
- Tests carried out in LIFE-BIOTAWEE pilot about the effectiveness of washing process helped to conclude that washing treatment did not have as much impact on the results
- Tests carried out in LIFE-BIOTAWEE pilot with Filter ZIGZAG and Impurities have served to scale up the results with non-metallic fraction of PCB
- Tests carried out in BIOTATEC laboratory about gold extraction with other bacterias (Cyanogenic bioleaching and Chromobacterium violaceum culture) have served to scale up the final products obtained
Is it feasible to process PCB in LIFE-BIOTAWEE process?
- PCB mixture used for the definition of LIFE-BIOTAWEE process is 20% Type1 + 80% Type3. Gold and Silver content is very low and platinum content is impossible to detect
- The high quantity of reagents necessary to carry out the bioleaching process and the long processing times entail a high cost and a low production capacity for a very high infrastructure investment
Processing this PCB mixture is not feasible in LIFE-BIOTAWEE process. But, in a Hydrometallurgy process?
- In Hydrometallurgical process, the investment cost is lower and the productive capacity is higher but the cost in reagents is much higher than in a bio-process
- The waste generated in a hydrometallurgy process is not reusable and more dangerous than the waste generated in a bio-process
When is LIFE-BIOTAWEE process to treat PCB economically feasible?
- When the non-metallic fraction of PCB contains a percentage of Cu greater than 17%
- When the non-metallic fraction of PCB contains Au greater than 50ppm
Monitoring of the environmental impact of the Project: LCA
In the global computation, the environmental reduction offered by the LIFE BIOTAWEE technique is evident, followed by the hydrometallurgical treatment, being the worst option pyrometallurgy. Taking this into account, and counting pyrometallurgy as maximum value among the options, its direct comparison of the total cycle impact of the study treatments can be observed in the next table.

Hydrometallurgy has a 33.1% less impact than pyrometallurgy, reduced even more by BIOTAWEE, with a single score that is 76.9% less than pyrometallurgy. In the next figure, can be observed the results obtained per category impact, with values scaled out to the maximum value per impact category. Also, the difference between LIFE BIOTAWEE option and the other techniques are also analysed
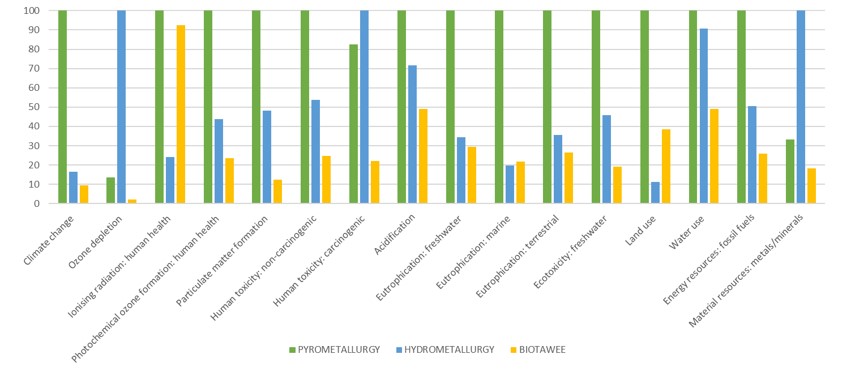
BIOTAWEE option has always lower impact than pyrometallurgy, but in comparison with hydrometallurgy, ionising radiation, eutrophication marine and land use are worst in the BIOTAWEE use case, taking into account the estimations done in this study.
Analysis by step in LIFE BIOTAWEE process. Additionally to the LCA comparison with other treatment options, the analysis by step is also performed, and the results in single score can be observed in the next figure.
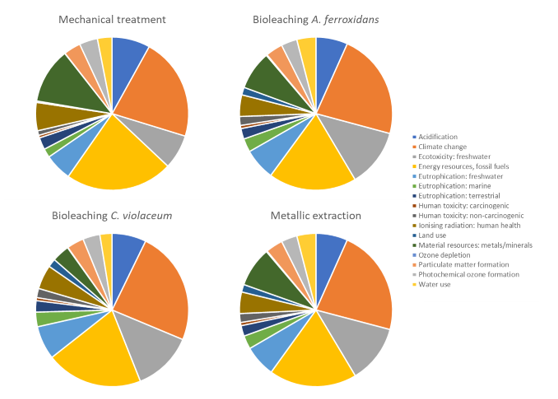
In this case, the functional unit is not the same and for this reason it is not possible to compare the steps among them. In the mechanical treatment, 1 ton of PCBs are processed in order to obtain the impurities and other fractions that will be further processed in the bioleaching steps. From this ton, only 400 kg are processed in the first bioleaching step, and after this treatment, the quantity to be processed in the second step of bioleaching is even lower. In the metallic extraction, the treatment is focused on the metallic extraction of the pregnant solution from the both bioleaching processes.
It can be observed that in all the cases, the main impacts are Climate change and Energy resources – fossil fuels; being the lower impacts human toxicity carcinogenic and no carcinogenic, land use and ozone depletion.
In the mechanical treatment, as it is highly intensive in electric energy, the main impact is energy resources – fossil fuels with a 22.7% of the total impact, followed by climate change with a 21.7%, and material resources-metals/minerals with an 11.7%.
For the other steps, bioleaching with A. ferroxidans, bioleaching with C. violaceum, and metallic extraction, the main contribution is climate change (22.5%, 24.06% and 22.41% respectively), energy resources – fossil fuels (18.6%, 20.4% and 18.5% respectively) and Ecotoxicity freshwater (12.3%, 12.7%, and 12.3%). This is because the three steps are based on the high consumption of chemical reagents, in a complex mixture as it is the case of the medium 882 in the first step of bioleaching, or the high consumption of sodium hydroxide in the metallic extraction; and both bioleaching counts with a high energy consumption, even greater than the mechanical treatment, due to requiring of heat and agitation during long periods of time.
CONCLUSIONS:
In order to contribute to achieving a model of sustainable development in society, methodologies and tools capable of quantifying and evaluating the environmental, economic and social behaviour of goods and services are required. This goal is closely linked to the Sustainable Development Goals (SDGs) established by the United Nations.
In this sense, one of the available tools is the Life Cycle Analysis, which allows identifying and evaluating the main environmental, economic and social impacts associated with each of the stages of the life cycle of a product, process or activity.
LIFE BIOTAWEE technique for metals extraction has notably demonstrated a life cycle environmental improvement (cradle-to-gate) of 76.9 % in aggregate impact potential values (Pt), compared to pyrometallurgical treatment (which is the method commonly used), and 43.84% compared to hydrometallurgy.
The impact categories that have the most significance in the impact of the treatments are climate change, ecotoxicity in freshwater, Energy resources – fossil fuels and material resources- metals/minerals. For pyrometallurgy, the most important impact is climate change, with a contribution of 39.45%, in hydrometallurgy and LIFE BIOTAWEE process, material resources-metals/minerals is the category with a higher contribution to the global impact, obtaining a 54.28% and 28.46% respectively.
This is due to the high quantity of reagents required for the hydrometallurgical and BIOTAWEE treatments, compared with pyrometallurgy, that requires of more energy.
One of the most important aspects to highlight in the comparison of processes is the logistics aspect. Considering that the pyrometallurgical process is carried out in Germany, the impact associated with the transport of the PCBs to the plant is considerable.
In this aspect, carrying out a sensitivity analysis of the distance travelled by the printed circuit boards from the collection point to the processing/treatment plant, it is concluded that: the pyrometallurgical treatment of PCBs shows a more favourable environmental behaviour than the technique of hydrometallurgy, as long as the distance from the origin to the plant is less than 200 km.
But it could be also be concluded that even reducing the distance to zero, the Pyrometallurgical process will never show less impact than the LIFE BIOTAWEE process. In short, the environmental performance of the processes is closely related to two important aspects: on the one hand, the different product outputs for techniques; on the other hand, the relevance of the distance to the management company. These two variables influence the results, being decisive in the environmental comparison of both processes. Therefore, both aspects will be key in identifying the most recommended process.
LIFE BIOTAWEE process has been also analysed in detail, in order to evaluate the main impacts of each step, and, in all the cases, the main impacts are Climate change and Energy resources – fossil fuels; being the lower impacts human toxicity carcinogenic and no carcinogenic, land use and ozone depletion.
In the mechanical treatment, the main impact is energy resources – fossil fuels due to the electric energy consumption of this step is the main contribution to its impacts, apart from the dust generation.
In the case of the bioleaching steps the energy consumption is greater than the one estimated in the mechanical treatment, due to requiring of heat and agitation during long periods of time. This situation, in conjunction with the high consumption of chemical reagents for the preparation of the medium, produces that the main impacts of these steps are climate change, energy resources – fossil fuels and Ecotoxicity freshwater.
In the step of metallic extraction, the consumption of high quantities of sodium hydroxide, and the requirement of heat, produces that the main impacts of these steps are climate change, energy resources – fossil fuels and Ecotoxicity freshwater. In order to reduce the overall impact of LIFE BIOTAWEE process, electric energy consumption of bioleaching processes should be reduced, effluents should be reused to a more extent and the use of reagents in the metallic extraction should be reduced.
Even taking into account that, it should be outlined that LIFE BIOTAWEE option has always lower impact than pyrometallurgy, and also with hydrometallurgy, defined as mechanical treatment followed by chemical leaching. Only in the impacts of ionising radiation, eutrophication marine and land use, are worst in the BIOTAWEE use case compared with hydrometallurgy, taking into account the estimations performed in this study.
Analysis of synergies with EU policies
Project achievements which supported legislation (regional, national, EU):
Taking into account the project obtained results, it can be concluded that the project LIFE BIOTAWEE is mainly related with the Directive 2012/19/EU on WEEE, helping to reach the minimum targets of recycling applicable by the recovery of metals from the printed circuit boards. In particular, the first step consists on the mechanical treatment, in which a 60% of metals are already recovered, obtaining streams with high content in copper, and also 10,2% of ferric scrap, that can be directly sold in order to be used in the production process in refineries or in steelmaking. In those copper refineries, the copper is completely recovered, by the production of cathodes mainly consumed to produce high-quality copper wire rod, that is later on processed and transformed into copper wire and cables, which final destination is primarily for electrical use. Based on this process, it can be estimated that 99% of copper is recovered from the streams sold after mechanical treatment. In this process, other metals are also recovered, like precious metals contained in the anode slime, that are sold to refineries specialized in processing this product to recover and refine the precious metals and other elements contained. The Commission Regulation (EU) 715/2013 related to copper scrap End of Waste (EoW) and other EoW related to plastics is also accomplished, because the scrap is graded according to a customer specification or an industry specification or a standard for direct use in the production of metal substances or objects by smelters, refiners, re-melters or other metals producers. Nickel carbonate is produced in a precipitation process and used as the raw material to make nickel and catalysts for the petrochemical industry and as an additive in the glassmaking and ceramic industries. In the case of the ferric scrap, it is sold directly to steelmaking factories, mainly with Electric Arc Furnaces, in order to produce new ferric alloys with different applications. The rejected fraction from the mechanical treatment, with a lower copper content and without value in the actual market, is processed in the project by applying aerobic bioleaching, an 86 - 95% copper, 1-4% silver, 98% Zinc, 76-88.5% Al, 53- 55% nickel and 45 % gold can be recovered.
The Circular Economy has become one of the main strategies of the European Commission, who has adopted a Circular Economy Package and a specific Circular Economy Action Plan, whose implementation is being closely followed as can be seen in the “2015 Action Plan: Report on the implementation of the Circular Economy Action Plan”. Together with this report, the Commission also took further measures among which is proposed a targeted improvement of the legislation on certain hazardous substances in EEE. One of the objectives of this new legislation is to try to remove unnecessary barriers to secondary market operations, promoting a circular economy for the EEE sector in the EU.
According to the circular economy strategy of the Basque Country , the Basque economy imports 70% of its materials and, of the total consumption, 13% becomes waste. The industrial sector consumes 21 million tons of raw materials per year, of which 77% are imported, and, in fact, if more circular innovative solutions were undertaken, an achievable average potential saving of 6% of said consumption has been estimated of raw materials, which would mean savings of some 2,000 million euros in the Basque industry. The metal (steel, foundry, metal products) and mobility (automotive, aeronautical) sectors would accumulate half of the potential savings in Basque industry. For this and other reasons, the Diagnosis of the Circular Economy of the Basque Country concludes that the industrial sector is seen as the pillar on which to articulate the transformation towards a more circular economy. This sector contributes almost 25% to the GDP of the Autonomous Community of the Basque Country, it is the most intensive sector in material consumption and waste generation and presents interesting opportunities for improvement. In the diagnosis of the circular economy of the Basque Country, the key metals are defined, which refer to the 27 critical materials defined by the European Commission and the main non-ferrous metals, among which is copper, among other metals such as aluminium, nickel, chromium, molybdenum, zinc and tin. The Basque Country consumes more than 187,000 tons/year of critical materials (European Commission List) for a value of €270 million/year and more than 472,000 tons/year of the main non-ferrous metals such as aluminium, copper, nickel, molybdenum, chrome, zinc and tin, copper representing 419 million €/yr. Therefore, this project aims to contribute to reducing supply risk in Basque industry and mitigating significant price fluctuations. It is a priority to reduce external dependency on the supply of copper and zinc by innovating in recycling processes and optimizing the management of metal scrap. In this project, 182 Kg Cu, 0.24 Kg Ag and 0.021 Kg Au are recovered from 1 ton of PCBs, helping to reduce external dependency of the supply, and increasing the local treatment of this waste generated in the decontamination of WEEE.
Being the recovery and treatment of WEEE one of the main objectives of the LIFE Subprogramme, the project also faces another objective related to the Circular Economy by increasing the waste recycling rates and the valorisation of some by-products. LIFE BIOTAWEE will help to implement the circular economy concept by ensuring the use of secondary materials, as are the metals obtained from WEEE, in other industries or value chains. Related to Circular Economy and to the reduction of the energetical cost of the processes, it is important to indicate that in the anaerobic bioleaching process, as a result of the digestion process, methane is generated. Based on the results of methane formation, the application of the 2-step bioleaching technology to the non-metallic fraction of PCB showed modest results at laboratory level, but when scaling up this methodology, the methane formation was not noticed, and for this reason, it can be concluded that further optimizations steps are required for this waste. Despite this, during this project, its application to other type of waste, zigzag dust, has showed better results, indicating that its application could be successful for other type of waste. But, the application of the 2-step methodology to other waste, the dust produced in the mechanical treatment of PCBs, has been tested at bench scale and the results showed that it could be feasible for the treatment of other waste, with limited recovery with traditional treatments (if the Cu content is lower than 10% is landfilled, if it is higher, it is sent to pyrometallurgy, with its derived environmental impacts). Results of bioleaching solutions developed in the framework of LIFE BIOTAWEE project can and will be implemented to extract critical raw materials (such as for example light and heavy REE-s) from other types of industrial wastes. BIOTATEC has developed solutions for separation of metals from two industrial waste streams – bauxite residue (BR) and phosphogypsum (PG). BR is a leftover of Bayer process of alumina extraction from bauxite ore. It contains high amounts of iron (hence its colour by which it is colloquially known as red mud) along with many other metals, several of which are classified as critical raw materials, that include REE-s, especially scandium and other metals such as vanadium. The content of these metals is in the range of tens to hundreds ppm-s, but given the annual global BR production is more than 100 million tons, the amount of neodymium alone (a necessity for every electric car and wind turbine) is roughly on par with current global production. As a consequence of the presence of various metals of which several are toxic, BR is classified as hazardous waste. This effectively prohibits its uses other than depositing, which in turn creates a financial burden for mining/extraction operations. BIOTATEC has developed a technology for extraction of several critical raw materials from BR, especially scandium, vanadium and neodymium, exceeding 50% leaching ratios within a week with total extraction yields above 90%. In the process of extraction of these metals, other elements (e.g., arsenic) are being removed as well, converting BR into a non-hazardous waste.
PG is produced when phosphorus is extracted from phosphate ores with the help of sulfuric acid. In process up to 85% of the REE-s present in original phosphate rock is concentrated in the PG, making this material a rich source for various REE-s with concentrations as high as 5000 ppm-s. While there are many uses for gypsum in construction industry, the content of radionuclides, mainly in the form of uranium and thallium, forces it to be deposited just like BR. BIOTATEC’s technology for extraction of REE-s from PG is capable of removing 70-90% of Ce, La, Nd, Pd, Sm, Eu, Gd in as short time as 6 hours. This means that with annual production of 300 million tons, large-scale implementation of BIOTATEC’s technology would essentially satisfy global REE demand from PG alone, dramatically overhauling the geopolitics of resource control. As in the case of BR, our REE extraction technology also removes toxic elements, allowing “cleaned” PG to be inserted into circular economy, such as for example in road construction.
The knowhow gained during LIFE BIOTAWEEB project has helped to develop novel methods for converting these industrial waste streams to sources of critical raw materials and also to build pilot unit consisting of 100 L and 1000 L automated reactors This pilot unit allows to scale this technology and greatly facilitate the transfer of technology to industry-sized operations.
With the application of this technology to the recovery of critical raw materials, this project shows a very high synergy with the European Critical Raw materials act, and the communication COM (2020) 474 published as a result of the raw materials crisis derived from COVID-19. As part of the European Green Pact and the new industrial strategy for Europe; it is proposed to reinforce strategic autonomy; in a context where metals are a fundamental part of the ecological transition and the substitution of fossil fuels (decarbonization of the economy). The EU often relies on highly concentrated supply sources in a few third countries. This increases the EU’s vulnerability to supply disruptions, leading to potential shortages and price hikes. The recycling and recovery rate of critical raw materials, essential to mitigate supply risks, is often close to zero and the quality of secondary raw materials is often low. With the BIOTAWEE project, a new technology in which the potential recovery of critical raw materials is possible has been successfully tested, and even when more research is required in order to scale up this technology at industrial scale, the results are promising. New technologies for recovery and treatment of wastes are included in the respective BAT, as it is indicated in the Directive 2010/75/EU related to industrial Emissions in the Waste Management Operations. In the future, when more robust results are obtained in bigger scale, this technology could be contemplated also in this document, as it has been proved that reduce the processing cost of 2 aerobic step bioleaching in a 38% and the hazardous effluents waste generation of 3.88 Tn/Tn PCB respect a complete hydrometallurgical process, reducing 42% CO2 eq. compared with the hydrometallurgical process.
Additionally, this project supports the Directive 2000/76/EC related to Waste incineration, due to nowadays the final destination of the non-metallic fraction of the PCB of WEEE is to be incinerated in the facilities of copper refineries, without energy or material recovery so the implementation of the new solution will reduce the incineration of those products avoiding almost 300 Tn/ year of PCB only from the REYDESA’s process.
Regarding the raw material part of the H2020 Societal Challenge 5 "Climate action, environment, resource efficiency and raw materials", it tries to tackle in a sustainable way the specific challenges outlined by the European Commission, maximising the economic and environmental benefits. The main focus of the raw materials part of this call is on securing the supply of minerals and metals through sustainable innovative production technologies for primary and secondary raw materials. This Challenge funds research and innovation with the following specific objectives:
- to achieve a resource – and water - efficient and climate change resilient economy and society, - the protection and sustainable management of natural resources and ecosystems, and
- a sustainable supply and use of raw materials, in order to meet the needs of a growing global population within the sustainable limits of the planet's natural resources and eco-systems.
The LIFE BIOTAWEE project is targeted at the focus area of sustainable use of raw materials which stresses the importance of developing and bringing to market cost-effective and resource-efficient technology solutions for the secure raw materials supply.
Moreover, in 2014 the EC has promoted the EIT Raw Material, to face as main challenges the sustainable exploration, extraction, processing, recycling and substitution. So, with those precedents, is clear that LIFE BIOTAWEE is straight aligned with some of the main environmental strategies promoted by the EU.
In the Regulation (UE) 2019/1021, the new restrictions are consistent with the ambitions of the European Green Deal to achieve toxic-free material cycles and with the new Circular Economy Action Plan. Even when at the moment these substances are forbidden, the material that is commonly treated in REYDESA facilities is post-consumption, which means that are equipment and components that may have more than 20 years since its fabrication, for this reason the presence of these substances mainly in the plastic fraction recovered of WEEE could be possible in the following years. This plastic fraction will have to be separated, and additional wastes will be generated, like fly ash, that depending on its composition, could be also treated with BIOTAWEE solutions. This is related also with RoHS Directive, that regulates on restriction of the use of certain hazardous substances in electrical and electronic equipment sets the rules restricting the use of hazardous substances in electrical and electronic equipment to protect the environment and public health.
Main barriers identified and the action(s) undertaken to overcome them:
The European Council’s Versailles Declaration of March 2022 called to secure EU supply of critical raw materials, particularly by building on the strengths of the Single Market. Similarly, the European Parliament called for an EU strategy for critical raw materials in its November 2021 resolution. The REPowerEU communication and the Joint Communication on the Defence Investment Gaps Analysis and Way Forward announced in May 2022 that actions, including by legislative means, will strengthen EU resilience and security of supply of critical raw materials. Currently, recycling of CRMs is not economically attractive for CRMs other than palladium and, to a certain degree, cobalt and antimony under the present economic framework conditions. Additionally, the absence of clear requirements to recycle CRMs, the generic, weight-based collection and recycling targets for WEEE in the EU lead to producers and member states focusing on overall tonnages rather than the quality recycling of small amounts of CRMs. The European recycling industry is worried because this will make its processes much more expensive, and for this reason research will be needed to make the separation in an efficient way and need financing of recycling processes, if they become more expensive in order to maintain it economically feasible. In this project, a new technology that can be potentially used for recovery critical raw materials has been tested, but the quality of the products recovered are still under study. The main problem for the recovery of critical raw materials from WEEE is the lack of (detailed, quantitative) information and marking of key CRM components and their chemical composition; in order to avoid dilution with other materials, and increase the economic feasibility of the recovery of these materials.
The European List of Wastes (LoW) is the waste classification in the EU for administrative purposes, for permitting and supervision in the field of waste generation and management. The LoW defines 839 waste types which are structured into 20 chapters, mainly according to the source of the waste, like the economic sector or process of origin, and each waste type is characterised by a six-digit code. The allocation of wastes to the defined waste types is laid down in the introduction of Decision 2000/532/EC and explained in a separate section. In the commission decision of 18 December 2014, the list of waste pursuant to Directive 2008/98/EC is amended, being this the list of codes that are valid nowadays. In this list, the PCBs are classified as code 16 02 16 components removed from discarded equipment other than those mentioned in 16 02 15, that are the hazardous components removed from discarded equipment. This means that codified in this number, you can find a wide variety of different components removed from discarded equipment, being this code not descriptive enough to obtain information of content of PCBs or other components with CRM content. In occasions, some European members can define specific codes in order to be more specific in the management of certain streams, as it is the case in Spain when the list code is implemented in its own state regulations. This is very helpful in the management of waste within the state member, but this improvement is hinder when the waste is transferred to be managed outside, where that specific code is not valid. The solution would be the revision of this list of waste list, and include the best practices implemented in the rest of the state members, in order to improve the information obtained with this classification, and being able to track the CRM easily.
In particular, REYDESA participates in CircThread project, a H2020-LOW-CARBON-CIRCULAR-INDUSTRIES-2020 project whose main objective is to enable information exchanges by delivering a Circular Digital Thread methodology as a new information management framework and platform for facilitating information flows across the extended life cycle chain. Information about products and their components to improve understanding of Materials and Substances and related Circularity, Environmental, Social and Economic decision-making contexts. CircThread will provide for a Materials and Chemicals Identification, Tracing and Verification Services (MCTVS) across the life cycle using the Circular Digital Thread to obtain the entire flow of critical raw materials and chemicals along the life cycle of their products, detecting material losses and undesired chemicals. This project counts with three pilots, Italian, Spanish and Slovenian, each one focused on the life cycle of specific appliances, in particular, in the Italian Pilot Cluster the PCBs are included. With this new tool, more information of the location of CRM will be available, and is expected to increase the possibilities to increase its recovery.
Additionally, the Council on 25 of October 2022 has formally adopted a regulation to reduce the limit values for the presence of persistent organic pollutants such as PFOAs or PBDEs in waste, with the aim that these toxic substances do not enter the recycling cycle. The Regulation mainly affects brominated flame retardants, that are present in plastics contained in WEEE. Even when, since this regulation is put into force these substances will be forbidden, the material that is commonly treated in REYDESA facilities is post-consumption, which means that are equipment and components that may have more than 20 years since its fabrication, which means that the presence of these substances mainly in the plastic fraction recovered of WEEE is more than possible in the following years. Requirements to separate this component could jeopardize the recyclability percentages of WEEE, as all plastic containing this substance will need to be eliminated. Apart from this, the legislation is focusing on specific substances, that are not currently analysed in such detail, and this means that a higher effort has to be performed in order to accomplish with this requirement. Some efforts have been performed in Otua Group, in order to evaluate different technologies to separate the bromine flame retardant plastics from the other ones in specific research projects, with good results, but more effort would be required for increasing the selectivity of this separation.
In the usual treatment of WEEE, when an equipment at its end-of-life is received complete in the treatment facilities, the decontamination has to take place before shredding. In this decontamination, the PCB and other components that the legislation defines have to be recovered previous to shredding, but apart from that, in the complex solid waste streams received, the PCB can be also found. REYDESA has invested in a specific plant that is able to detect and separate the PCB from a complex solid waste stream, making possible to separate the PCB from the input streams, increasing the recovery of this waste. But due to its lead content, REYDESA is not authorized to treat them, as specific equipment is required to obtain the environmental authorization. But apart from that, only the mechanical treatment has been proved that is not feasible, and a 40% of the waste input is obtained as rejected fraction. BIOTAWEE project was focused on recovery metals from this rejected fraction, increasing the overall economic feasibility of its treatment, but specific conditions have to be met in the input waste in order to be feasible at industrial scale. In particular, it was estimated in the cost-effectiveness deliverable that, it would be economically feasible when the non-metallic fraction of PCB contains a percentage of Cu greater than 17% or Au greater than 50ppm.
Apart from this, some estimations had to be made in order to reduce not only the cost of the process, as well as the overall feasibility of this solution. The first optimization was that, although washing stage is a common treatment in bioleaching processes, in order to evaluate results of the global process with and without washing stage, were carried out specific tests in REYDESA(INATEC) laboratory (see Deliverable B.2.2). Due to the high amount of water consumed during this stage and the lack of improvement in technical results having used a waste wash, the washed stage is ruled out in the definition of the process. This helps to reduce the environmental impact of the overall process, to reduce the quantity of effluents generated, and to increase the economic feasibility of the process.
The alternative BIOTAWEE requires a long process time, which could be improved with microorganism optimization tasks (better adaptation; better control of feeding and pH conditions). Additionally, it is estimated that the BIOTAWEE alternative will works in a solid:liquid ratio of 6%, and for implementing this at industrial scale, tests would be needed to increase the solid:liquid ratio with a view to increasing production capacity and minimizing effluents generated.
Apart from these estimations, BIOTAWEE process has been also analysed in detail, in order to evaluate the main impacts of each step, and, in all the cases, the main impacts are Climate change and Energy resources – fossil fuels; being the lower impacts human toxicity carcinogenic and no carcinogenic, land use and ozone depletion. In the mechanical treatment, the main impact is energy resources – fossil fuels due to the electric energy consumption of this step is the main contribution to its impacts, apart from the dust generation. In the case of the bioleaching steps the energy consumption is greater than the one estimated in the mechanical treatment, due to requiring of heat and agitation during long periods of time. This situation, in conjunction with the high consumption of chemical reagents for the preparation of the medium, produces that the main impacts of these steps are climate change, energy resources – fossil fuels and Ecotoxicity freshwater. In the step of metallic extraction, the consumption of high quantities of sodium hydroxide, and the requirement of heat, produces that the main impacts of these steps are climate change, energy resources – fossil fuels and Ecotoxicity freshwater. In order to reduce the overall impact of BIOTAWEE process, electric energy consumption of bioleaching processes should be reduced, effluents should be reused to a more extent and the use of reagents in the metallic extraction should be reduced. Even taking into account that, it should be outlined that BIOTAWEE option has always lower impact than pyrometallurgy, and also with hydrometallurgy, defined as mechanical treatment followed by chemical leaching.